SCOS PISTOANE:
Necesar:
Tubulara 12mm + antrenor
Un ciocan cu coada lunga de lemn sau plastic
Referinte se pot gasi in elearn, procedura este explicata bine.
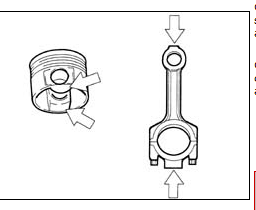
Pentru a scoate pistoanele ama dus 2 pistoane la PMS si 2 la PMI. Cu ajutorul antrenorului si a unei chei de 12 mm am desfacut prezoanele de la biela , slabindu-le mai intai ~60 de grade iar apoi o desfacere uniforma. Cu un ciocan de cauciuc se poate bate usor in capacul bielei pentru a-l scoate.
Am gasit marcajele pe biela si pe capacul bielei. Daca nu sunt marcate, este obligatorie marcarea acestora, pentru a nu le amesteca, de recomandat intr-un fel in care sa iti poti da seama si de orientare, deoarece nu te impiedica nimic sa montezi capacul invers. In caz ca ai uitat care este pozitia corecta, am observat ca se pot urmari liniile alezarii pe lateralul bielei, acestea vor descrie un unghi care pt ale mele nu era identic pentru o parte fata de celalalta, asa ca daca liniile se intrerup la contactul dintre biela si capac, ai pus capacul invers.
Prezoanele au fost stocate pentru instalare in aceiasi pozitie.
Odata dat capacul jos, cu ajutorul unei cozi de ciocan se bate usor in biela pana o desprinzi de tot de pe arbore dupa care o tii cu mana sa nu atinga cilindrul si o bati pana iese. De recomandat sa nu fie mizerie in cilindru si o lubrefiere prealabila cu wd 40 pentru extractie usoara. In momentul in care iese primul segment il vei auzi.
Am scos toate pistoanele si le-am dezmembrat. Pentru a scoate biela, trebuie scoasa o siguranta din cele 2 care tin boltul in piston, eu le-am socs pe amandoua. Siguranta este in forma de cerc intrerupt pentru a permite comprimarea. Am rotit-o in locas pana a ajuns cu unul din capte in dreptul unei deschideri, de une am apucat-o cu un patent alungit si am scos-o usor afara. Poate fi dificil si sa sara, dar am reusit fara sa zgarii pisotnul. Inainte sa scot biela, m-am gandit daca voi sti cum sa le pun inapoi, asa ca am facut un semn (sageata) pe biela si una pe piston. Le-am lasat la murat in carburol pentru a indeparta depunerile de carbon.
Pistonul la murat:
Attachment:
File comment: Pistionul in carburol;
 murat.jpg [ 143.97 KiB | Viewed 4441 times ]
murat.jpg [ 143.97 KiB | Viewed 4441 times ]
Dupa ce le-am scos de la murat inca aveam depuneri mai peste tot. Am incercat varii solutii de la diluant, acetona, izopropilic pana la un solvent organic pe care il folosesc la curatat mecanisme de ceasuri, toate cu slabe rezultate, pana am ajuns la un produs indispensabil orcuii sta la casa si are apa de la put. Se numeste antikalk si contine acid sulfamic 5% si acid fosforic 10%. Este cea mai buna solutie de curatat aluminiul pe care am gasit-o dar nu trebuie folosit pe alte metale cum ar fi otelul sau pe suprafete placate cu alte materiale. In nici un caz pe suprafete feroase unde tolerantele conteaza, otelul v-a rugini imediat daca nu este protejat dupa curatare. Acidul fosforic se gaseste in deruginol, deci produsul poate fi folosit la indepartarea ruginii de suprafata. Stiu din trecut ca soda caustica nu se impaca bine deloc cu aluminiul, asa ca nu folositi produse care sa contina soda.
Folosind solutia descrisa de mai sus, manusi si o perie de plastic si una de alama (alama pe bune, nu cele ieftine de otel placat cu alama care ar zgaria aluminiul si mai orice) am curatat pistonul pana cand arata ca nou (doar arata). Nu a atacat ce a mai ramas din placarea de fabrica cu material antiaderent de pe fuste. Dupa curatare un WD40 sa le pastreze frumoase

In tot acest timp am folosit manusi si ochelari de protectie, cu o singura exceptie: cand mi-a sarit un strop minuscul de carburol in ochi. Lasat totul si alergat la baie injurand fara a ma repeta, spalaturi cu apa 5 minute, si o durere ciudata timp de 1 zi, nimic serios
Bielele au fost curatate cu acetona si pastrate la un loc cu sigurantele, bolturile si prezoanele grupate pe cilindri in pungi ziplock cu putin wd40 in ele. Cuzinetii de biela aratau decent si arborele nu avea nici un fel de zgarietura. Cota arborelui este deja la reparatia 1 adica 0.01 inch sau 0.25 mm sub standard (STD). Cuzinetii de palier aratau ok in partea de jos, uzura uniforma si fara zgarieturi, asa ca vor ramane acolo. Am decis ca merita sa schimb cuzinetii de biela, asa ca i-am comandat.
Cei pe care i-am scos sunt KING, iar acum folosind catalogul online de la federal mogul (fmecat.eu) am comandat glyco 71-4158/40.25mm de la o companie locala. Au ajus si nu erau buni, erau mult prea mari . Eu cred ca fie este o greseala de la federal mogul, ori a fost motorul meu AR37203 fabricat cu 2 dimensiuni ale arborelui in ani diferiti... nu prea cred. Ideea este ca multe site-uri il afiseaza corespunzator pentru 105 ECO 77 kW AR32703. Pana la urma am facut un reverse engineering ca nu reseam sa gasesc cuzinetii nicaieri si am ajuns din nou la KING , care sunt listati peste tot ca si GLYCO (nu sunt), cod 4400RA , cod producator 01-4160/4 0.25mm , cod OE 369002810. Am confirmat asta dupa dimensiunea carcasei, masurand deschiderea din biela. Au sosit, se portrivesc perfect si conform masuratorilor sunt identici cu cei scosi.
Asta m-a speriat putin ca toti listeaza acest produs(4400RA) pentru mandra Alfa 145/146 1.4TS de 103 CP. Cel putin ciudat...Ma gandeam deja ca am motorul facut din mai multe alfe
Inca un lucru care mi-a dat bataie de cap, era ca nu gaseam nicaieri cota reparatie 0.25 ci doar 0.01 ...pana m-am gandit cat or fi 0.01 inch in mm? Exact 0.254 mm. Elearn specifica 0.127 mm ca fiind prima si unica cota de reparatie acceptabila a arborelui.
CANTARIRE SI ECHILIBRARE:
Elearn specifica o diferenta maxima intre ansablele piston-biela de 5g. Am masurat si cantarit separat pistoanele iar P4 a iesit in evidenta ca fiind cel mai usor si cel mai uzat.
Folosind o freza am incercat sa aduc pistoanele la aceiasi greutate sau macar in apropiere. Cu bielele la fel, dar am folosit un mini polizor de banc. Tot in elearn se gaseste locul de unde trebuie scos material. Cu bielele am luat-o mai usor pentru ca nu le pot masura greutatea la ambele capete pentru a fi sigur de echilibare corecta asa ca am incercat sa polizez egal. Am reusit sa aduc ansablu biela, piston, bolt, sigurante, segmenti noi si cuzineti la aceiasi greutate.
Attachment:
File comment: Polizare piston si biela elearn
 alfa_piston_grinding.PNG [ 17.44 KiB | Viewed 4441 times ]
alfa_piston_grinding.PNG [ 17.44 KiB | Viewed 4441 times ]
-----------------------------------------------------------------
GREUTATE BIELA g
-----------------------------------------------------------------
BIELA---GREUTATE_ORIGINALA------------GREUTATE_NOUA
---1-------------------596---------------------------------591
---2-------------------596---------------------------------592
---3-------------------591---------------------------------591
---4-------------------596---------------------------------592
-----------------------------------------------------------------
GREUTATE-BIELA-g
-----------------------------------------------------------------
PISTON---GREUTATE_ORIGINALA--------GREUTATE_NOUA
---1------------------292----------------------------------291
---2------------------293----------------------------------291
---3------------------292----------------------------------291
---4------------------291----------------------------------291
-----------------------------------------------------------------
DIMENSIUNE-PISTON-mm
-----------------------------------------------------------------
-Piston---Diametru-------Standard1----------Standard2----------Standard3
---1------81.92000----81.960-÷-81.970----81.968-÷-81.978----81.952-÷-81.962
---2------81.90000----81.960-÷-81.970----81.968-÷-81.978----81.952-÷-81.962
---3------81.90000----81.960-÷-81.970----81.968-÷-81.978----81.952-÷-81.962
---4------81.86000----81.960-÷-81.970----81.968-÷-81.978----81.952-÷-81.962
Nota: Masurarea a fost facuta cu un subler digital cumparat din supermarket... precizia este precara si nu pot lua in seama valorile pt ca stiu ca blocul a fost bucsat in trecut, si alezat diferit pt fiecare piston. In schimb se pot observa diferentele.
Am cumarat un set de segmenti noi STD Goetze.
Dupa "echilibrare" am inceput sa masor jocul noilor segmenti in santul din piston. Pentru asta am introdus segmentul in sant fara a-l monta si folosind lere micrometrice am masurat. Consuma destul de mult timp, pt ca trebuie sa rotesti pistonul si sa masori pe toata lungimea cercului X 3 segmenti x 4 pistoane. Masuratorile se incadreaza in specificatii
-----------------------------------------------------------------
TOLERANTA-SEGMENT-PISTON
-----------------------------------------------------------------
Piston------Foc------Compresie------Ulei----------Foc-STD-------Compresie-STD------Ulei-STD-----
--1-------0.06000----<<0.05--------<<0.05---0.030-÷-0.070---0.020-÷-0.055-----0.020-÷-0.055-
--2-------0.06000----<<0.05--------<<0.05---0.030-÷-0.070---0.020-÷-0.055-----0.020-÷-0.055-
--3-------0.06000----<<0.05--------<<0.05---0.030-÷-0.070---0.020-÷-0.055-----0.020-÷-0.055-
--4-------0.06000----<<0.05--------<<0.05---0.030-÷-0.070---0.020-÷-0.055-----0.020-÷-0.055-
Boluturile au fost si ele masurate si cantarite:
-----------------------------------------------------------------
Bolt Piston g / mm
-----------------------------------------------------------------
Piston---Greutate---dBucsa-min----dBucsa-max-----Standard--
--1--------81.000-----19.970----------19.98--------19.996-÷-20.0
--2--------81.000-----19.970----------19.98--------19.996-÷-20.0
--3--------81.000-----19.960----------19.98--------19.996-÷-20.0
--4--------81.000-----19.960----------19.98--------19.996-÷-20.0
Inainte de asamblare am facut o curatare generala temeinica a pistoanelor si a bielelor.
Pentru asamblare am amestecat aditiv de ulei 50% (foarte gros) si ulei 50% pentru a avea un luberfiant destul de gros care sa nu se deplaseze foarte repede de pe piese. Tata, care era in vizita la mine, era sa il puna in ceai...
Attachment:
File comment: Miere de albine
 miere_de_albine.jpg [ 218.64 KiB | Viewed 4441 times ]
miere_de_albine.jpg [ 218.64 KiB | Viewed 4441 times ]
Am montat 1 siguranta in piston, am uns bine lagarul din piston, si bucsa din biela, am pozitionat biela si am bagat boltul. Orientarea am marcat-o pe piston de la desfacere. Siguranta se introduce inapoi cu degetele, comprimand-o in prealabil cu un patent. Dupa introducere, am invartit siguranta in locas folosind ceva din plasitc pana cand deschiderea a fost acoperita de siguranta.
Attachment:
File comment: biela si piston inainte de curatarea finala
 biela.jpg [ 181.07 KiB | Viewed 4441 times ]
biela.jpg [ 181.07 KiB | Viewed 4441 times ]
Attachment:
File comment: biela si piston inainte de curatarea finala 2
 biela2.jpg [ 163.23 KiB | Viewed 4441 times ]
biela2.jpg [ 163.23 KiB | Viewed 4441 times ]
Attachment:
File comment: Piston
 piston1.jpg [ 186.48 KiB | Viewed 4441 times ]
piston1.jpg [ 186.48 KiB | Viewed 4441 times ]
Nota: Aici inca aveam ceva varnish pe pistone, nu incercasem inca antikalk-ul pe ele. Au fost curatate pana la urma toate pana nu a mai ramas nici un fel de depunere.
Attachment:
File comment: Asamblare piston
 piston3.jpg [ 179.25 KiB | Viewed 4441 times ]
piston3.jpg [ 179.25 KiB | Viewed 4441 times ]
Am montat cuzinetii noi si am pus totul la pastrat in pungi cu putin wd40.
HONUIRE:
Pentru ca schimb segmentii, am decis sa honuiesc cilindrul. Pentru asta am folosit: O "perie" de honuit cu pietre abrazive, un amestec de diluant + ulei si WD40. Pentru ca urma sa fac aceasta operatine cu arborele in bloc, am protejat arborele cat de mult am putut: folosind nylon, am infasurat de cateva ori arborele la fiecare cilindru, apoi mai multe prosoape unul peste altul pentru a nu permite scurgerea reziduurilor in carter. Mi-am dat seama ca jet-urile de ulei trebuiesc scoase si folosind mai multe prelungitoare, un adaptor flexibil si invartind arborele in diferite pozitii, am reusit. Asta permite mai mult loc pentru peria de honuit. Jet-urile odata afara, au fost curatate si stocate.
Urmele ultimei honuiri inca sunt vizibile, poza facuta inainte sa scot stropitoarele de ulei:
Attachment:
File comment: Cilindru inainte de honuire. Urme de la ultima honuire inca vizibile
 cilindru2.jpg [ 143.41 KiB | Viewed 4441 times ]
cilindru2.jpg [ 143.41 KiB | Viewed 4441 times ]
Attachment:
File comment: Cilindru inainte de honuire. Urme de la ultima honuire inca vizibile
 cilindru3.jpg [ 186.78 KiB | Viewed 4441 times ]
cilindru3.jpg [ 186.78 KiB | Viewed 4441 times ]
Scula am montat-o intr-o bormasina, am ales viteza de rotatie minima iar eu cu mana a trebuit sa fac translatia sus-jos destul de rapid pentru a imprima ceva cat mai apropiat de hasura ideala si de a evita supra honuirea. In total am honuit cam 20 de secunde fiecare cilindru, lubrefiind si stergand intruna reziduurile. Ideal ar fi sa nu scoti prea mult peria, ca sa nu iti rotunjeasca muchia cilindrului la suprafata blocului, dar fara antrenament, nu prea ai cum. Dupa honuire rezultatul arata foarte bine, o hasura isi facea clar aparitia. Ideal era sa folosesc o perie adevarata "felx hone" doar ca sunt greu de gasit pe la noi.
Dupa honurie, am sters cat de bine am putut cilindrii, si i-am spalat cu apa si sapun. Literatura specifica ca nu este recomandata folosirea diluantilor sau a uleiurilor pentru curatare in prima instanta deoarece de acestea se fixeaza de micile particule abrazive si isi fac locul in micro-santurile lasate de honuire. Cu apa si sapun si o perie de plastic, am frecat pana cand pe prosopul de hartie nu mai ramanea nimic dupa stergere. Imediat aplicat un strat de WD pt ca nu vreau sa vad rugina.
Peria montata intr-o bormasina
Attachment:
File comment: Peria in bormasina
 perie.jpg [ 194.14 KiB | Viewed 4441 times ]
perie.jpg [ 194.14 KiB | Viewed 4441 times ]
Uleiul amestecat cu diluant l-am stropit dintr-un recipient ca cel de mai jos:
Attachment:
File comment: Ulei si diluant pentru honuire
 ulei.jpg [ 170.25 KiB | Viewed 4441 times ]
ulei.jpg [ 170.25 KiB | Viewed 4441 times ]
Blocul dupa honuire
Attachment:
File comment: Blocul honuit
 bloc.jpg [ 219.55 KiB | Viewed 4441 times ]
bloc.jpg [ 219.55 KiB | Viewed 4441 times ]
"MASURARE CILINDRI"
Nu am un bore-gauge, iar pretul unuia este destul de ridicat, asa ca nu am cum sa masor precis ovalizarea si conicitatea cilindrilor, asa ca am zis f**k-it, hai sa masuram cu un segment. Folosind un segment vechi, curatat, am masurat fiecare cilindru in 4 puncte : 1/4(sus) , 2/4 , 3/4 si 4/4 (jos). Segmentul a fost introdus si asezat in pozitie cu un piston pe care am marcat 4 linii de adancime. Apoi folosind lerele micometrice am masurat gap-ul segmentului la adancimi diferite. Ideea este ca daca cilindrul este conic, gap-ul se va mari sau micsora de la un capat la altul al cilindrului. Utilitatea acestei masuratori este aproape nula, oricum nu aveam ce sa fac in privinta abaterilor. Masuratorile dupa cum urmeaza:
-----------------------------------------------------------------
Gap Segment - ovalizare - mm
-----------------------------------------------------------------
Cilindru-------Sus-1/4-------2/4-------3/4-------Jos-4/4
---1-------------0.35-------0.35-------0.35------0.35---
---2-------------0.50-------0.50-------0.45------0.45---
---3-------------0.40-------0.40-------0.40------0.35---
---4-------------0.40-------0.35-------0.35------0.40---
Attachment:
File comment: Segment folosit la masurare
 masurare1.jpg [ 172.94 KiB | Viewed 4441 times ]
masurare1.jpg [ 172.94 KiB | Viewed 4441 times ]
Attachment:
File comment: Masurare
 masurare2.jpg [ 240.28 KiB | Viewed 4441 times ]
masurare2.jpg [ 240.28 KiB | Viewed 4441 times ]
In mod normal, cineva cu buget care vroia sa restaureaze cu adevarat, aleza cilindrii la prima cota si cumpara pistoane noi, poate atunci cand o sa am ceva care chiar merita.
In continuare am introdus segmentii noi, unul cate unu in clindrii si am masurat gap-ul la adancime fixa. Adancimea am dat-o cu un piston ce avea un segment vechi montat in locasul segmentului de ulei. Odata introdus segmentul nou in clilindru pistonul il impinge pana la o adancime fixa, limitata de segmentul care se loveste de blocul motor, aceasta metoda garantand si ca segmentul este paralel cu axul cilindrului.
-----------------------------------------------------------------
GAP SEGMENTI NOI -mm
-----------------------------------------------------------------
Cilindru--------Foc---Compresie----Ulei------Foc-ST---------Compresie-STD----Ulei-STD---
--1-------------0.20----0.25-------0.30----0.20-÷-0.35-------0.25-÷-0.50---------?--------
--2-------------0.30----0.35-------0.35----0.20-÷-0.35-------0.25-÷-0.50---------?--------
--3-------------0.20----0.30-------0.30----0.20-÷-0.35-------0.25-÷-0.50---------?--------
--4-------------0.20----0.25-------0.30----0.20-÷-0.35-------0.25-÷-0.50---------?--------
Dupa curatare si protectie am invelit blocul in nylon ca sa il protejez de praf.








